


降本增效是企业追求的终目标。纵观钢铁工业技术史上的许多重大技术突破,如转炉炼钢、连铸、连轧等,其首要动机都是为了降低成本。冶金技术相当成熟的今天,利用再制造技术延长冶金生产线核心部件的使用寿命,不仅可以提高新产品的性能,还可以修复废旧产品,延长产品寿命,同时有效减少设备维护和停机时间,提高生产力。
一、激光淬火的基本原理
激光淬火技术是利用聚焦激光束作为热源,对被处理工件表面进行辐照,使被硬化零件的温度在瞬间急剧升高,形成奥氏体,然后迅速冷却,获得马氏体或其它细晶粒组织的硬化层的热处理技术。
二、激光表面淬火的技术特点
1、 功率密度高,加热速度快,零件变形小
热处理工艺可控制变形,处理后的工件不需磨削,可作为零件精加工的后一道工序。
2、可用于形状复杂的零配件
如盲孔、内孔、小槽、薄壁件等。可以做或部分做,也可以根据需要在同一部分的不同部分做不同的处理。能克服高频淬火因感应器的限制,难以对形状复杂的零件进行表面淬火,加热面积难以控制,薄壁零件在淬火时容易开裂等问题。在渗碳、淬火等化学热处理过程中,大型零件的加工不需要受到炉子尺寸的限制。
3、普遍性
激光的深焦点,在淬火过程中对零件的尺寸、尺寸和表面没有严格的限制。但现有的中高频淬火生产出适合各种零件的感应器。
4、 不受限制
对于某些淬火温度较高的不锈钢零件,其淬火温度与熔点温度非常接近。用感应器对产品进行局部表面淬火时,容易烧角或不规则零件,造成零件报废,然而,激光表面淬火不受此限制。
5、无需冷却
激光淬火是一种清洁、、环保的淬火工艺,冷却速度快,不需要水或油等冷却介质。
6.、满足硬化要求
表面硬化层组织细小,硬度高,耐磨性好,能满足表面硬化层深度较浅(一般为0.3~2.0mm)的产品要求。
三、激光淬火技术在钢铁行业的应用实例
1、轧辊的激光合金化
轧辊是轧钢机中产生金属连续塑性变形的主要工作部件和工具。长期恶劣的工作条件会导致表面起皮、裂纹甚至断裂。用激光对轧辊进行合金化处理,可有效延长轧辊的使用寿命。通过棒辊激光合金化处理,不变形、耐高温、耐腐蚀,钢材通过能力显著提高。
2、辊底式激光淬火
炉底辊作为高温板坯传输媒介,长期在充斥腐蚀性气体的高温环境下工作,与高温板坯直接接触的辊环,表面易出现粘钢、结瘤、氧化、腐蚀、磨损、高温蠕变等现象,特别是由粘钢和结瘤造成的板坯下表面凹坑、划痕、重皮等各类质量缺陷,在硅钢、冷轧原料等软钢上表现的尤为。在辊环表面激光淬火一层耐高温、抗氧化、耐磨损的新材料。炉底辊在使用寿命期间表面结瘤或氧化皮疏松、剥落,可能影响钢板,钢坯的后续轧制质量,可有效提高生产线的经济效益。激光淬火技术可对各种导轨、大型齿轮、轴颈、气缸内壁、模具、减震器、摩擦轮、滚轮、和滚轮零件等表面进行强化处理。适用材料为中、高碳钢和铸铁等。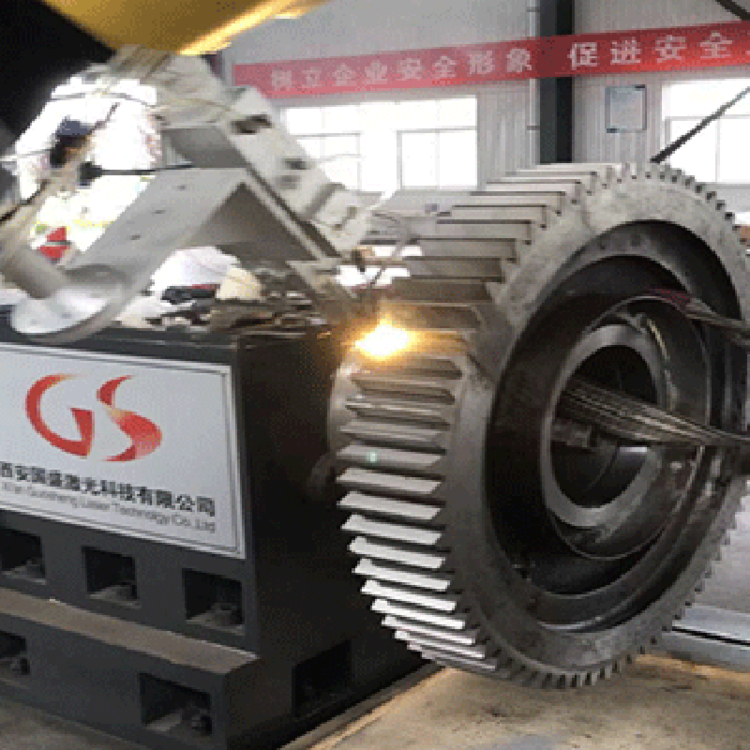
金属材料激光硬化的原理是利用激光束在金属材料表面上的吸收来提高金属材料的硬度和强度。由于激光本身并不直接参与工件表面层的热应力应变,因此,在激光硬化之前需对其进行预处理。
当采用连续激光束时,由于激光束具有很高的能量密度,故可以使工件表层很快发生热应力应变并使表层硬度迅速增加。一般金属材料表面都是经过机械加工的,表面粗糙度很小,其反射率可达80-90%,影响金属材料表面吸收光能的效率。为了提高激光在金属表面的吸收效率,在激光硬化前需要进行表面预处理。表面预处理的方法有很多种,包括表面粗糙化、喷漆法、磷化法、氧化法、涂装法等。其中常用的是喷漆法和磷化法。
这两种工艺都能达到表面预处理的目的,提高激光吸收效率。由于采用了喷涂和烘烤等加工方法,能很好地处理金属表面的粗糙度、氧化物或腐蚀产物层,并且不需要对工件进行预热带或者热处理,直接喷涂即可。喷涂的工艺流程简单、快速,并且。其工艺流程为:把金属工件用水洗净后置于喷气或等离子体中进行加热或保温;然后再把表面涂料喷在金属表面上,经过几分钟干燥后即可得到致密、均匀的涂层。如果涂层太厚,可能会出现“烧穿”现象,一般涂层厚度为50-100微米为宜。
在喷漆法中,涂料种类繁多,新产品和配方也在不断开发。在众多的涂料中,有的配方简单,有的配方复杂,但都提高了激光淬火中的激光吸收率,大部分能达到80-98%以上,完全满足激光淬火的要求。喷涂的应用方法简单,易于操作。除喷涂外,可应用于大规模生产,也可用手工刷涂进行零星的临时加工和实验,无需增加成套设备。
在激光淬火的预处理方法中,磷化是许多机械零件加工的后一道工序,可以作为激光处理前的表面预处理。磷化处理分为高温90-98度,中温55-70度,常温25度左右。在激光处理的过程中,由于材料不同,激光处理工艺不同,三种磷化工艺的表面预处理层(磷化膜)对激光的吸收率不同,一般认为以高中温磷化好!
而不同的表面预处理工艺对激光的吸收也不一样,在进行激光处理前需要了解!
一般认为,表面预处理时,磷化膜厚度应小于20微米,否则可能会出现“烧穿”现象,影响后续工序的质量。
在表面预处理技术中比较成熟的是氧化法和喷涂法,但是随着各种材料的不断发展,新型材料层出不穷,如纳米级氧化物、金属陶瓷和金属涂层等新材料及新工艺层出不穷。因此对氧化技术、喷涂技术提出了更高要求。因此目前国内激光淬火设备的发展也是越来越成熟!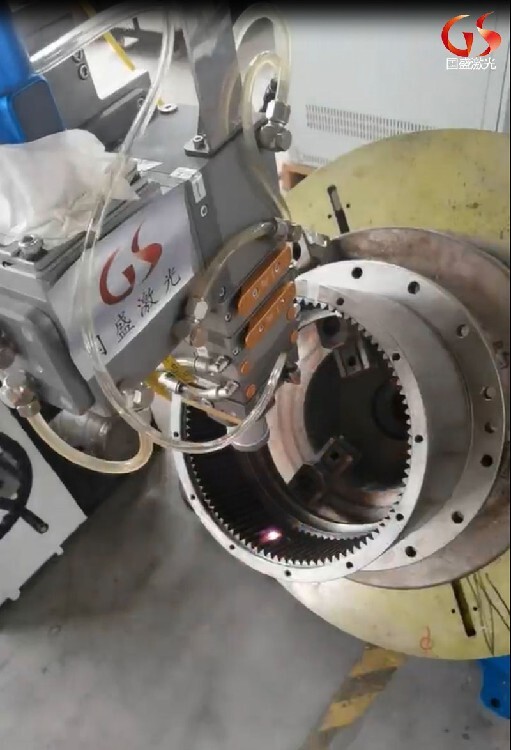
1、激光淬火生产中的主要问题
根据激光表面淬火技术研究中的工艺参数及其内在联系可以知道,在激光淬火生产过程中,操作者对工艺参数的控制非常严格,工艺稳定性差是必然的。产生这种现象的主要原因是光斑的功率密度和激光的不均匀性影响淬火过程的稳定性;光斑形状对硬化层均匀性的影响:激光表面淬火难以大面积硬化层;工件初始状态对激光淬火质量的影响。
2、提高激光淬火产量的一些改进措施
使用激光淬火系统生产产品时,需要对淬火过程中的各种因素进行优化和控制,以激光淬火过程的稳定性。在控制激光功率、扫描速度、光斑大小等工艺因素的基础上,技术人员可以根据产品淬火前的导热系数、热扩散系数、熔点、临界相变温度、淬火部位形状等,提前将影响因素输入智能监控工艺系统。在淬火过程中,操作者根据智能系统控制中心显示的各种参数变化信息,实时控制激光器、光学系统和旋转平台的运行,从而完成淬火的控制,实现激光表面淬火产品的目的。如图3所示,传感器1-4分别监测激光输出光束的功率和功率密度分布、光束转换系统的调节状态、工件表面激光照射区域的温度变化和工作台的运动状态。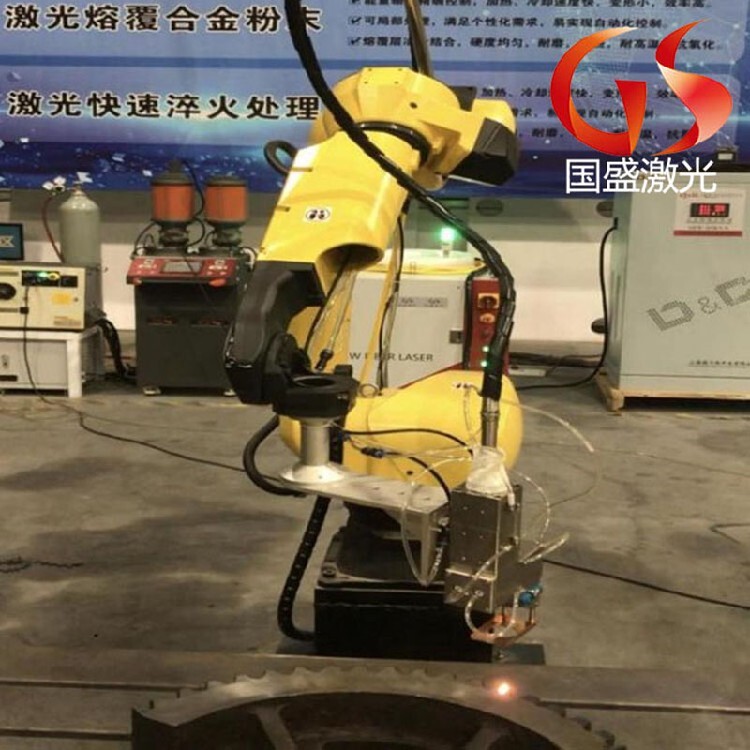
齿轮激光淬火是一种的表面处理技术,它结合了激光技术和淬火技术的优点,为齿轮等机械零件提供了更、更精密的加工方法。激光淬火技术以其特的优势在工业生产中得到了广泛的应用,为现代制造业注入了新的活力。
激光淬火的基本原理是利用高能激光束对材料表面进行快速加热和冷却,从而改变材料表面的组织和性能。激光束具有的能量密度和极短的加热时间,它能在很短的时间内将材料表面加热到熔化或相变温度,然后迅速冷却,形成硬度高、耐磨性好的马氏体组织。 这种方法不仅可以增加齿轮表面的硬度和耐磨性,而且可以提高其疲劳性能和耐腐蚀性能。
齿轮激光淬火的主要优点是、率、高可靠性。激光束可以控制加热区域,实现局部淬火,避免整个齿轮过度加热和变形。同时,激光淬火工艺快速、简单,可在短时间内加工大量齿轮,提高生产效率。此外,激光淬火形成的马氏体组织具有的机械性能和稳定性,可显着提高齿轮的使用寿命和可靠性。
齿轮激光淬火过程中,需要注意控制激光参数、淬火介质、淬火工艺等因素,以佳的淬火效果。激光参数的选择直接影响加热速度和加热深度,需要根据齿轮的材质和厚度进行合理调整。淬火介质的选择对于控制冷却速度和冷却均匀性至关重要。常用的淬火介质有水、油、聚合物等。此外,淬火工艺的优化也是提高激光淬火效果的关键,包括预热、扫描速度、淬火次数等参数的调整。
齿轮激光淬火在工业生产中具有广阔的应用前景。可应用于各类齿轮,如汽车齿轮、工程机械齿轮、船舶齿轮等。随着制造业的快速发展和市场竞争的加剧,对齿轮性能和寿命的要求越来越高。齿轮激光淬火作为一种的表面处理技术,可以满足这些要求,提高齿轮的耐磨性、抗疲劳性和使用寿命,为现代制造提供有力支撑。
此外,齿轮激光淬火还有助于实现绿色制造和节能减排。传统的齿轮淬火方法往往消耗大量的能源和原材料,同时产生大量的废物和污染。激光淬火技术具有、节能、环保的优点。它可以显着减少能源消耗和废物产生,减少对环境的影响。
总之,齿轮激光淬火是一种的表面处理技术,具有、率、高可靠性等优点。它已广泛应用于工业生产中,为现代制造业注入新的活力。随着科学技术的不断进步和市场需求的不断增长,齿轮激光淬火技术将不断优化和改进,为制造业的可持续发展做出更大的贡献。
压辊模具激光淬火技术是一种的表面处理技术,其通过高能激光束对压辊模具表面进行快速加热和冷却,实现表面硬化和强化的效果。这项技术在工业领域得到了广泛的应用,尤其在钢铁、有色金属、橡胶、塑料等行业的压延和挤出工艺中,压辊模具的寿命和性能对生产效率和产品质量有着至关重要的影响。
传统的压辊模具淬火技术通常采用油或水作为冷却介质,通过快速冷却使模具表面形成一层高硬度的淬硬层。然而,这种技术存在一些局限性,如淬硬层深度较浅、冷却不均匀、易产生裂纹等。相比之下,激光淬火技术具有许多优点,如淬硬层深度大、硬化均匀、冷却速度快、变形小等。
激光淬火的原理是利用高能激光束对压辊模具表面进行扫描,通过快速加热和冷却使表面材料发生相变,形成一层高硬度的硬化层。激光淬火的硬化层深度可以达到数毫米至数厘米,硬化层内的显微组织结构也得到了显著改善,具有更高的硬度和更好的耐磨性。同时,激光淬火还可以改善压辊模具的抗疲劳性能和耐腐蚀性能,从而提高其使用寿命。
激光淬火技术的实施需要使用高功率激光器和运动系统。激光器通常采用二氧化碳或光纤激光器,它们的输出功率可以调节,以适应不同厚度和不同材料的压辊模具。运动系统则负责控制激光束的扫描路径和速度,以确保均匀加热和冷却整个表面。在处理过程中,需要对压辊模具进行的热分析,以确定佳的工艺参数,如激光功率、扫描速度、光斑尺寸等。
激光淬火技术在工业应用中已经得到了广泛验证,其在提高压辊模具性能和寿命方面具有显著优势。与传统淬火技术相比,激光淬火技术具有更高的生产效率和更好的质量。此外,激光淬火技术还可以通过优化工艺参数来满足不同材料和不同用途的压辊模具的需求。随着技术的不断发展和成本的不断降低,激光淬火技术将在更多领域得到应用和推广。
在未来的发展中,激光淬火技术将继续受到关注和研究。人们将更加深入地研究激光与材料之间的相互作用机制,探索更加优化的工艺参数和控制方法。同时,随着新材料和新应用的不断涌现,激光淬火技术将面临更多的挑战和机遇。相信在不久的将来,这项技术将会取得更加显著的突破和创新。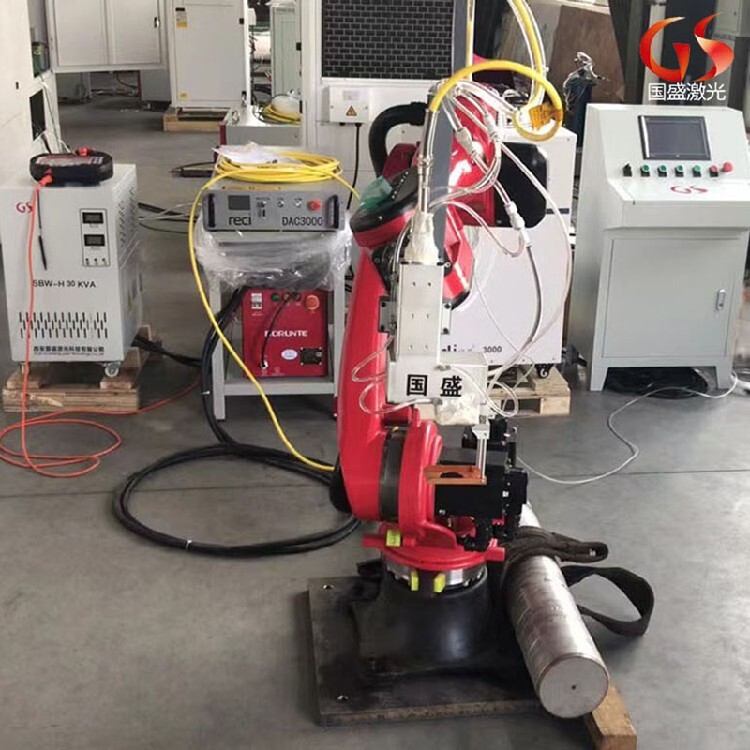
产品特点及优势:
1.激光淬火的功率密度高,冷却速度快,不需要水或油等冷却介质。
2.相对于感应淬火、火焰淬火,渗碳淬火工艺,激光淬火淬硬层均匀,硬度更高(一般比感应淬火高1-3HRC);
3.工件变形小,加热层深度和加热轨迹容易控制,易于实现自动化,不需要像感应淬火那样根据不同的零件尺寸设计相应的感应线圈,对大型零件的加工也无须受到渗碳淬火等化学热处理时炉膛尺寸的限制;
4.激光淬火工艺正逐步取代感应淬火和化学热处理等传统工艺,尤其重要的是激光淬火前后工件的变形几乎可以忽略,特别适合要求的零件表面处理。
山西忻州激光淬火设备公司
更新时间:2024-05-22 17:36:02







收藏
举报